cnc-club.ru
- Отправить тему по email
- Версия для печати
- Перейти на страницу:
Nick Мастер Сообщения: 22769 Зарегистрирован: 23 ноя 2009, 16:45 Репутация: 1729 Заслуга: Developer Откуда: Gatchina, Saint-Petersburg distr., Russia Контактная информация:
Gcodetools — plug-in Inkscape для экспорта в Gcode
Сообщение Nick » 07 дек 2009, 10:49
| Тип | Расширение векторного графического редактора Inkscape |
| Разработчик | Команда разработчиков Gcodetools |
| Написана на | Python |
| ОС | Кроссплатформенное программное обеспечение (Windows, Linux, MacOS) |
| Версия | 1.7 от 01.07.2010 |
| Лицензия | GNU GPL |
| Количество загрузок | 7800+ |
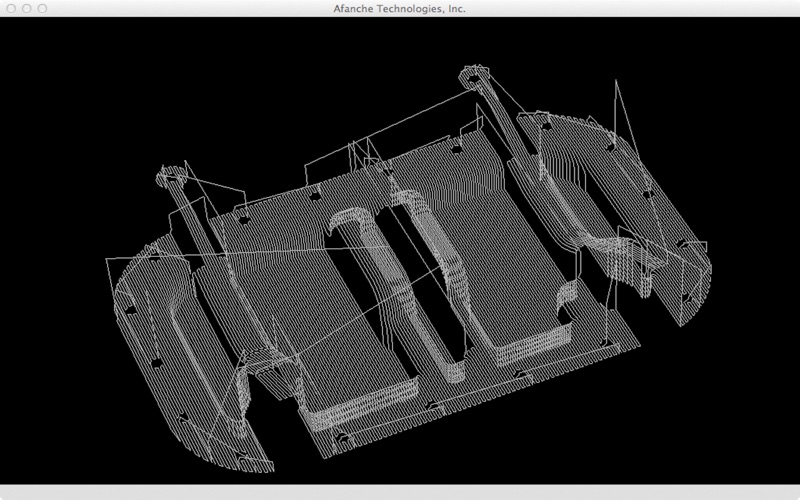
G-Code Viewer 3D для ПК Скриншоты


Некоторые приложения, например, те, которые вы ищете, доступны для Windows! Получите это ниже:
| SN | заявка | Скачать | рецензия | Разработчик |
|---|---|---|---|---|
| 1. | Cooking Fever | Скачать | 4.7/5 2,009 рецензия |
Или следуйте инструкциям ниже для использования на ПК :
Выберите версию для ПК:
Если вы хотите установить и использовать G-Code Viewer 3D на вашем ПК или Mac, вам нужно будет загрузить и установить эмулятор Desktop App для своего компьютера. Мы усердно работали, чтобы помочь вам понять, как использовать app для вашего компьютера в 4 простых шагах ниже:
Шаг 1: Загрузите эмулятор Android для ПК и Mac
Хорошо. Прежде всего. Если вы хотите использовать приложение на своем компьютере, сначала посетите магазин Mac или Windows AppStore и найдите либо приложение Bluestacks, либо Приложение Nox . Большинство учебных пособий в Интернете рекомендуют приложение Bluestacks, и у меня может возникнуть соблазн рекомендовать его, потому что вы с большей вероятностью сможете легко найти решения в Интернете, если у вас возникнут проблемы с использованием приложения Bluestacks на вашем компьютере. Вы можете загрузить программное обеспечение Bluestacks Pc или Mac here .
Шаг 2: установите эмулятор на ПК или Mac
Теперь, когда вы загрузили эмулятор по вашему выбору, перейдите в папку «Загрузка» на вашем компьютере, чтобы найти приложение эмулятора или Bluestacks.
Как только вы его нашли, щелкните его, чтобы установить приложение или exe на компьютер или компьютер Mac.
Теперь нажмите «Далее», чтобы принять лицензионное соглашение.
Чтобы правильно установить приложение, следуйте инструкциям на экране.
Если вы правильно это сделаете, приложение Emulator будет успешно установлено.
Шаг 3: G-Code Viewer 3D для ПК — Windows 7/8 / 10/ 11
Теперь откройте приложение Emulator, которое вы установили, и найдите его панель поиска. Найдя его, введите G-Code Viewer 3D в строке поиска и нажмите «Поиск». Нажмите на G-Code Viewer 3Dзначок приложения. Окно G-Code Viewer 3D в Play Маркете или магазине приложений, и он отобразит Store в вашем приложении эмулятора. Теперь нажмите кнопку «Установить» и, например, на устройстве iPhone или Android, ваше приложение начнет загрузку. Теперь мы все закончили.
Вы увидите значок под названием «Все приложения».
Нажмите на нее, и она перенесет вас на страницу, содержащую все установленные вами приложения.
Вы должны увидеть . Нажмите на нее и начните использовать приложение.
Шаг 4: G-Code Viewer 3D для Mac OS
Привет. Пользователь Mac!
Шаги по использованию G-Code Viewer 3D для Mac точно такие же, как для ОС Windows выше. Все, что вам нужно сделать, это установить Nox Application Emulator или Bluestack на вашем Macintosh. Вы можете получить Это здесь .
Получить совместимый APK для ПК
| Скачать | Разработчик | Рейтинг | Score | Текущая версия | Совместимость |
|---|---|---|---|---|---|
| Проверить APK → | Afanche Technologies, Inc. | 2.4 | 4+ |
G-Code Viewer 3D На iTunes
| Скачать | Разработчик | Рейтинг | Score | Текущая версия | Взрослый рейтинг |
|---|---|---|---|---|---|
| 379,00 ₽ На iTunes | Afanche Technologies, Inc. | 2.4 | 4+ |
Download:
(Right click on the link and select «Save target as» or «Save link as»)
| Source files (zip file) |
Windows Executable Files (zip file) |
Python Files Only (zip file) |
| G-Code_Ripper-0.22_src.zip | G-Code_Ripper-0.22_win.zip | g-code_ripper-022.zip |
| G-Code_Ripper-0.21_src.zip | G-Code_Ripper-0.21_win.zip | g-code_ripper-021.zip |
If the windows executable does not work right away install the �Microsoft Visual C++ 2008 Redistributable Package (x86)�. The program I use to create the Windows executables (py2exe) has a dependency to this package.
These are lithophanes made from a PVC pipe. The pictures on the left are the lithophanes with backlighting (candle inside pipe). The pictures on the right are the same lithophanes without backlighting.
 |
|
 |
 |
 |
 |
На какие принтеры можно загружать G-code?
Большинство популярных принтеров работает на G-code. Поскольку этот код можно генерировать в любых доступных слайсерах, таких как как Simplify3D, Cura, Chitubox, CreatWare, Slic3er, и легко редактировать в обычном блокноте или NotePad++, то пользователи самых доступных 3D-принтеров Anet A8, профессиональных 3D-принтеров Wanhao Duplicator 6 Plus и 3D-принтеров с двумя экструдерами Hercules Strong DUO могут перенастроить работу аппаратов для достижения оптимального результата.
Но бывают случаи, когда оборудование работает на зашифрованном G-code. Как пример — это Zortrax и их Слайсер Z-suite, что генерирует файл в расширении Z-code. Увы, такие файлы уже не открыть блокнотом и NotePad++, а сторонний слайсер с этим принтером использовать нельзя.
Camotics
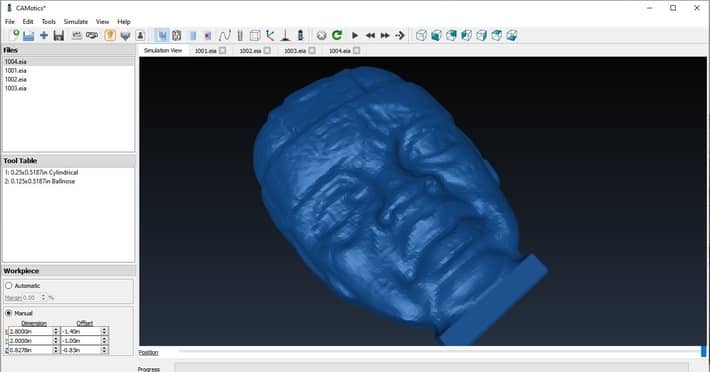
Camotics is a G code simulator software free download. It is an open-source, free to use, 3 axis cnc mill simulator. The Camotics user interface showing a ‘virtual part’
Features
- 3-axis workpiece simulation with 3D visualization
- Simulates cylindrical, conical and ball nose tools.
- Supports LinuxCNC
- Export cut workpiece to STL file
- Tool table editing
Limitations
- No lathe simulation
- No 5 axis simulation
- No collision detection
Unlike Nc Viewer, Camotics is a program you have to install on your PC. This software comes equipped with more features and has a more ‘professional’ look.
Its main advantage is that it does not just show the toolpaths, it will create the finished part in a virtual material.
For it to do this you have to specify a list of the tools in your program and it will create a part based on the cutter paths and the tools used.
You can load multiple programs at the same time and run them all on the same part, ideal for testing both roughing and finishing programs.
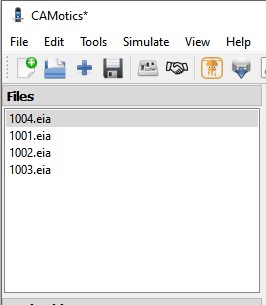
Multiple programs loaded to create one part
The loaded files can be edited or written in the main window by double clicking on the file name in the sidebar. This will open up a new ‘tab’ in the main window giving you access to the text editor.
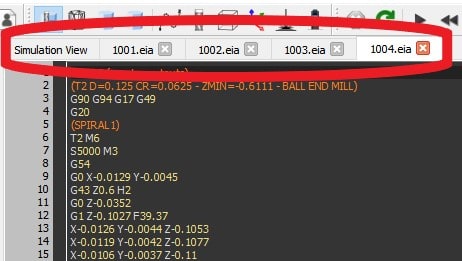
The tabs for the main screen
It will even give you a run time estimate for your program based on your feed and length of toolpath.
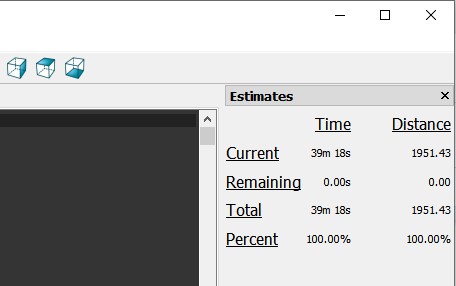
Estimated run time and distance traveled
It has many features that Nc viewer does not have, including the ability to speed up and slow down the simulation speed.

Press these buttons to speed up or slow down the G code simulation
This is very useful and something that should be standard in any cnc simulator.
There are loads of toolbar options so I will just leave a link to the Camotics manual for you to read through.
The view menu gives you lots of options to try out and you should definitely familiarize yourself with these.
Just like any software, the best way to learn is to use it and Camotics provide a long list of example toolpaths for you to load and use to enable you to get familiar with the software.
Again I tried loading a program that used a subroutine and it did not work. This feature seems to be beyond what free software is capable of.
How to create G Code
No G code simulator is designed to actually produce the code itself, for this you need to write your own basic programs or use Cad Cam software to produce complex parts.
Fusion 360 Cad Cam software is free for hobbyist cnc machinists and can produce tool paths for anything you want as long as you have a Cad model.
There are a few basic tutorial articles on this website such as 3D cnc machining tutorial.
But if you want a well structured online learning course, I can recommend fusion 360 Tutorial for cnc machinists on Udemy.
If you want to skip making a program altogether you can download my ‘spider’ programs and load them in one of these G Code simulators. Just go to the G Code Example article.
Conclusion
So which G Code simulator software do I think is best?
Camotics is definitely the most accomplished program but both have their uses and Nc Viewer is probably the quickest and most convenient to use.
If you just need to give your G code a quick check to show it will do what you want, Nc Viewer can’t be ignored.
Camotics capabilities for a free software are fantastic and the tool table feature and its part production ability make it perfect for checking larger more complex programs.
Features
— Scale g-code — Rotate g-code — Split g-code — Map linear axis to rotary axis (Wrap g-code like CNCWrapper) — Origin selection allows user to select the location of g-code zero position — Use inches or mm as export units — Customizable g-code preamble and postamble — Reads existing g-code • Reads «Absolute» and «incremental» coordinates • Evaluates expressions (i.e. [2*3]) • Understands parameters (i.e. #1,#2 and #) • Understands and interprets YZ and ZX arcs (converted to linear motions for compatibility with splitting and rotation)
Changes in Version 0.01
Changes in Version 0.02
— Added feed rate scaling
— Eliminated read abort on N codes (the N code line numbers are simply ignored now)
Changes in Version 0.03
— Added ability to map X or Y axis moves to A or B rotary axis for cutting on a cylindrical surface.
— Added more plot view orientation options
Changes in Version 0.04
— Fixed bug relating to arcs without explicit g-codes (G2,G3) on each line
— Added ability to have zero decimal places on feed rates
Changes in Version 0.05
— Added «Export» to the g-code operations. Now gcode toolpath data can be exported as DXF or CSV (Comma Seperated Values) formated files. With or without rapid motions.
Changes in Version 0.06
— Fixed code to again automatically convert arcs to lines when wraping code (auto-convert was broken in V0.5)
— Fixed evaluation of equations using exponents «**»
— Added Auto Probe to g-code operations
Changes in Version 0.07
— Fixed bug in «Auto Probe» that caused an error when the Z offset is set to zero.
— Modified code to make it compatible with Python 2.5
Changes in Version 0.08
— Fixed bug in g-code wrapping resulting in mapping failure resulting from to zero length tool path.
— Added logic for dealing with ambiguous start positions (when the tool position is not set by G0 commands before a G1, G2 or G3 command)
— Added a warning pop-up message when assumptions are made about the tool starting position.
— Fixed automatic conversion from arcs to lines when required by conversion type selected.
Changes in Version 0.09
— Increased default decimal places to 1 for the feed rate. The adjusted feed rates for g-code mapped to a cylinder were being rounded to the nearest integer resulting in unpredictable cutting speeds.
— Added the ability to save and read probe data files for autoprobing.
Changes in Version 0.10
— Updated to be compatible with Python 3.x
Changes in Version 0.11
— Fixed a minor bug that cause a failed file read in rare cases (tries to calculate square root of negative number)
Changes in Version 0.12
— Updated the probe data file reading routine to be less sensitive to file formating
— Fixed error in probe Z offsets when using an external probe data file
Changes in Version 0.13
— Changed «Probe & Cut» to add the «Probe Z Safe» value to the height of the rapid moves ensuring the tool does not crash
— Fixed a bug in the conversion of arcs to lines when the arc spanned more than one Z value.
Changes in Version 0.14
— Added dialog that allows users to skip over errors when reading g-code files
— Fixed bug that prevented the feed rate to return to the input value after a rapid move in a split file until a G1 command was issued
— Fixed bug that resulted in the feed rate being scaled at the z axis scale value
— Fixed variable handling for some cases
Changes in Version 0.16
— Added support for MACH4 auto-probing
— Added pass through for G43 values
— Fixed bug in splitting code
Changes in Version 0.17
— Fixed low travel speed problem with rotary conversion
— Updated icon
Changes in Version 0.18
— Changed how height of rapid moves is calculated in adjusted g-code. No longer adds Z offset value to the rapid height.
— Fixed problem that made the rapid height to high in adjusted g-code because the calculated maximum probe value would never go below zero.
— Added option for selecting if all points are probed or just required points
— Added option for selecting if probe data is saved when running probe and cut operation
— G-code ripper no longer takes into account the rapid moved when determining the design size
— Changed so G-Code Ripper does not try to load a file on startup.
Changes in Version 0.19
— Changed autoprobe safe height calculation with MACH3/4 for «Probe and Cut» Mach was unable to perform the calculated height like LinuxCNC.
Changes in Version 0.20
— Fixed problem that occurred when the Z position was not set by a rapid move before and X,Y move when probing.
(It now uses the first Z position in the g-code for the z-safe for probe moves before a z position is specified.)
Changes in Version 0.21
— Added option to disable the g-code path display (might speed things up for large g-code files
— Fixed handling of G43 commands with G0 moves mixed in on the same line (whos writes g-code like that anyway. )
— Bounding box now displays when in auto-probe mode
Changes in Version 0.22
— Added support for DDCS probing to file
— Added pass through for G53 commands
— Changed icon behavior
— fixed problem with comments with parentheses inside parentheses
— Fixed a small problem with Python 3.x
3d-принтер и ЧПУ станок в одном устройстве своими руками
Блог для тех, у кого чешутся руки и есть желание заниматься цифровой техникой и не только цифровой и не только техникой.
14. Пишем парсер g-code средствами Arduino
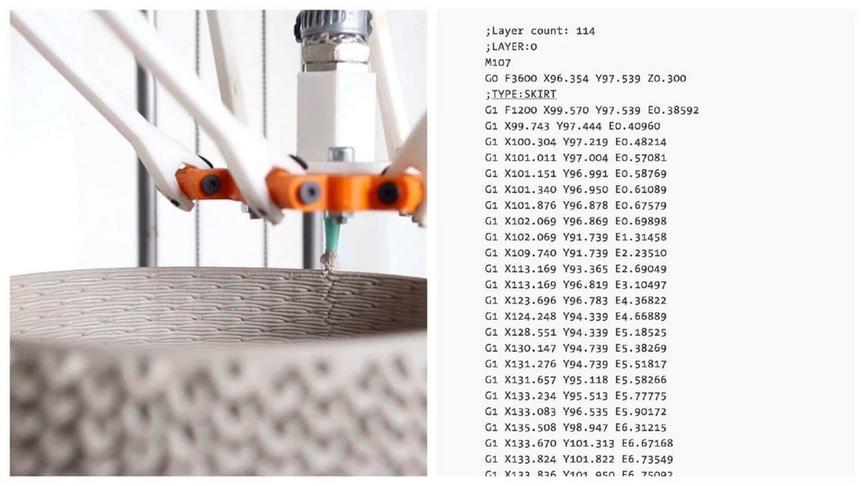
Что же такое G-код? G-код — условное именование языка программирования устройств с числовым программным управлением (ЧПУ), был создан в 60-х годах прошлого столетия. В 80-х стал отраслевым стандартом ISO 6983-1:2009 на западе, в СССР это — ГОСТ 20999-83. Грубо говоря g-код это — список инструкций для ЧПУ станка, что бы он перемещал инструмент (сверло, фреза, печатающая головка) в нужной последовательности и в нужном направлении. Выглядит он пр имерно так:
G0 X 47.585 Y 38.795
M3 M8
G0 Z 3.000
F150
G1 Z -1.500
F400
G1 X 47.552 Y 38.836
G1 X 47.521 Y 38.879
G1 X 47.491 Y 38.923
G1 X 47.462 Y 38.969
G1 X 47.435 Y 39.017
G1 X 47.409 Y 39.066
G1 X 47.385 Y 39.117
G1 X 47.362 Y 39.171
G1 X 47.340 Y 39.226
G1 X 47.320 Y 39.284
G1 X 47.302 Y 39.343
Получить управляющую программу для ЧПУ можно при помощи специальных CAM программ. CAM системы переводят 2d и 3d, разработанные в системах автоматизированного проектирования САПР (у буржуев это — CAD). Примером CAD может служить SolidWorks, AutoCAD и др. Какие я буду использовать CAD/CAM системы пока не знаю. В идеале хотелось бы иметь мощный инструмент с открытым исходным кодом. Но я точно знаю какие буду использовать программ ы sender.
Sender — это программа которая выполняет функцию передачи g-кода с персонального компьютера на станок по COM порту (в моем случае COM-порт). Мне понравились Universal Gcode Sender и Grbl Controller. Достаточно простые программы, есть версии под linux.


Итак вернемся к g-коду. Для того чтобы станок передвинул инструмент по осям X ,Y необходимо в него передать команду:
G1 X 47.552 Y 38.836
Н е смотря на то что g- код стандартизирован, я видел много его ва риантов, например вместо G1 G01 или X47 и X 47 ( с пробелом ). Или вообще жесть типа :
квадратные скобки, какие-то звездочки, плюсики. И как прикажите с таким кодом работать? Править вручную? Убирать лишние скобки и пробелы? Вот вам и стандартизация. Хочется максимально все автоматизироват ь , а значит перед о мной стоит нелегкая задача написать универсальны й парсер g- кода который будет понимать любой g-код. Мы радиолюбители! В наших жилах течет горячий припой! Мало того это нужно сделать средствами Arduino . В Arduino нет регулярных выражений, а еще он не умеет работать с чи слами с плавающей запятой. Как вы наверное заметили координ аты у нас до трех знаков после запятой. AVR это вам н е Intel 8086 /8087 так что даже не знаю стоит ли за это браться. Уверен что стоит! «Фигня война! Главное – маневры!».
Принцип работы ПО для 3D-принтера
Каждая из строк G-code является командой, которую должно выполнить печатное устройство. Принцип работы программного обеспечения для 3D-принтеров заключается в разбивке 3D-моделей на множество слоев, расположенных в горизонтальной плоскости.
Каждый из них, независимо от способа создания, в дальнейшем проходит еще одну разбивку на множество линий разной толщины и ширины, параметры которых задает разработчик.
К примеру, ширина линии для 3D-принтера, работающего на технологии FDM, должна соответствовать диаметру сопла, а высота – толщине слоя выдавливаемого материала.
Каждый вектор в траектории движения G-code может быть описан исходя из декартовой системы координат, по которым движется экструдер. Также в этом файле дополнительно указываются сопутствующие параметры: нагрев, скорость движения экструдера, скорость подачи материала и др.
ЮрийВ
МЕСТНЫЙ СТАРОЖИЛА
- 26.11.2019
- Последнее редактирование: 17.03.2021
- #4
30. Не могу понять почему скорость передвижения фрезы не меняется? скорость подачи меняю, а потом в канделе смотрю, а время выполнения g-кода не изменяется.
Grber2GCode (фрезеровка печатных плат на ЧПУ), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
Да уж. Не встречался с таким. Скорее всего у вас что-то не так в настройках Спринта. Экспорт файла сверловки. У Вас такие настройки?
30.1. Дело в том что я хочу сделать плату методом лазер-лут-гравер. Сначала покрыл плату краской, лазером вырезал ненужное, потом станком посверлил отверстия и контур платы. ну и дальше протравил. Так вот лазер позволяет двигаться быстрее, но в программе этого сделать не могу, скорость одна и та же.
Grber2GCode (фрезеровка печатных плат на ЧПУ), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
Это что ещё за дичь? это моя грубая опечатка DXF (англ. Drawing eXchange Format) — открытый формат файлов для обмена графической информацией между приложениями САПР. прошу прощение за ввод в заблуждение
31. Для более точного исследования работы тестовых версий для лазера предлагаю использовать один общий gerber такого вида.
Grber2GCode (фрезеровка печатных плат на ЧПУ), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
Это что ещё за дичь? это моя грубая опечатка DXF (англ. Drawing eXchange Format) — открытый формат файлов для обмена графической информацией между приложениями САПР. прошу прощение за ввод в заблуждение
32. Генерирую я г-код под лазер, сохраняю, открываю в канделе а там пустой экран.
Grber2GCode (фрезеровка печатных плат на ЧПУ), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
ЮрийВ, спасибо большое за такой развернутый ответ. по поводу платы, я ее уже сделал был, но это было очень долго, вот я и подумал как можно ускорить этот процесс. У меня не было тестовой версии G2G по этому и не знал о существовании специального раздела для лазеров. Сейчас скачал, вроде даже.
(вопрос)
Grber2GCode (фрезеровка печатных плат на ЧПУ), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
заменил имя файла, но по прежнему grbl control пустой экран предпросмотра..A вы Z в УП потрогайте типа G0Z0 и всё появится. Проекты будут криво открываться до релиза, так как функционал и то что в них хранится постоянно перерабатывается.
(ответ)
33. При режиме PocketR мощность лазера не поднимается выше 255, хотя в настройках лазера поставил уже 10000 об/м.
Grber2GCode (фрезеровка печатных плат на ЧПУ), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
заменил имя файла, но по прежнему grbl control пустой экран предпросмотра..A вы Z в УП потрогайте типа G0Z0 и всё появится. Проекты будут криво открываться до релиза, так как функционал и то что в них хранится постоянно перерабатывается.
Grber2GCode (фрезеровка печатных плат на ЧПУ), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
заменил имя файла, но по прежнему grbl control пустой экран предпросмотра..A вы Z в УП потрогайте типа G0Z0 и всё появится. Проекты будут криво открываться до релиза, так как функционал и то что в них хранится постоянно перерабатывается.
34. Хотелось бы научится делать и двухстороннюю плату.
Grber2GCode (фрезеровка печатных плат на ЧПУ), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
заменил имя файла, но по прежнему grbl control пустой экран предпросмотра..A вы Z в УП потрогайте типа G0Z0 и всё появится. Проекты будут криво открываться до релиза, так как функционал и то что в них хранится постоянно перерабатывается.
35. Как и обещал снял ролик на данную тему. прошу сильно не пинать)
GGEasy (Grber2GCode)(фрезеровка печатных плат на ЧПУ, засветка лазером), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
Я тоже начинал с краски, потом пришел вот к этому: Делаем печатные платы — полное описание процесса * ФОРУМ О СТАНКАХ CNC 3018 Нет уж, увольте. Мне жалко свои лёгкие, я ещё пожить хочу. Порошок тонера от лазерного принтера очень любит вне зависимости от Вашего желания попадать в воздух и затем.
36. Залил на диск версию с исправлениями для лазера.
GGEasy (Grber2GCode)(фрезеровка печатных плат на ЧПУ, засветка лазером), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
Я тоже начинал с краски, потом пришел вот к этому: Делаем печатные платы — полное описание процесса * ФОРУМ О СТАНКАХ CNC 3018 Нет уж, увольте. Мне жалко свои лёгкие, я ещё пожить хочу. Порошок тонера от лазерного принтера очень любит вне зависимости от Вашего желания попадать в воздух и затем.
37. X-Ray , в последнем обновлении не открывает файл отверстий. не знаю с чем это связано.
GGEasy (Grber2GCode)(фрезеровка печатных плат на ЧПУ, засветка лазером), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
Я тоже начинал с краски, потом пришел вот к этому: Делаем печатные платы — полное описание процесса * ФОРУМ О СТАНКАХ CNC 3018 Нет уж, увольте. Мне жалко свои лёгкие, я ещё пожить хочу. Порошок тонера от лазерного принтера очень любит вне зависимости от Вашего желания попадать в воздух и затем.
38. Рассмотрим случай фрезерования надписей «поверху»
GGEasy (Grber2GCode)(фрезеровка печатных плат на ЧПУ, засветка лазером), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
В прикрепить файл. логично) Выложите *.lay в архиве здесь и на его примере покажу в картинках, как сделать гербер и его открыть. вроде там никаких опций, кроме выбора слоёв
39. При попытке обрезки платы «профиль» «внутри» программа пишет, что инструмент не вписывается в рабочие элементы! Что бы это значило?
GGEasy (Grber2GCode)(фрезеровка печатных плат на ЧПУ, засветка лазером), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
В прикрепить файл. логично) Выложите *.lay в архиве здесь и на его примере покажу в картинках, как сделать гербер и его открыть. вроде там никаких опций, кроме выбора слоёв
GGEasy (Grber2GCode)(фрезеровка печатных плат на ЧПУ, засветка лазером), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
В прикрепить файл. логично) Выложите *.lay в архиве здесь и на его примере покажу в картинках, как сделать гербер и его открыть. вроде там никаких опций, кроме выбора слоёв
GGEasy (Grber2GCode)(фрезеровка печатных плат на ЧПУ, засветка лазером), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
В прикрепить файл. логично) Выложите *.lay в архиве здесь и на его примере покажу в картинках, как сделать гербер и его открыть. вроде там никаких опций, кроме выбора слоёв
Итоговые ответы на вопрос:
GGEasy (Grber2GCode)(фрезеровка печатных плат на ЧПУ, засветка лазером), изучаем, делимся опытом и достижениями. * ФОРУМ О СТАНКАХ CNC 3018
Нормальный гербер, создалось без проблем. Разные cam по разному обрабатывают импортированные векторы, возможно flatcam склеивает вершины векторов находящиеся в одной плоскости, если нет, то эти участки просто будут несколько раз обрабатываться.












detector