
- Инструменты для резки листов металла
- Как болгаркой резать лист металла
- Ножовка по металлу
- Электролобзик
- Циркулярная пила
- Чем и как изготовить отверстие в листе металла?
Резка листового металла своими руками. Как ровно отрезать лист металла подручными материалами. Вырезаем круг и другие фигуры.
Листовой металл — распространенный строительный материал, который используется для изготовления заборов, водоотливов и козырьков. Часто в продаже можно найти уже готовые изделия из оцинкованной стали, такие как коньки или трубы для отвода дождевой воды с крыши. Но как быть, если изделие нестандартного размера и необходима резка листового металла своими руками?
Инструменты для резки листов металла
Изначально при выборе инструментов нужно определиться с задачами. Имеет значение не только количество работы, но и временные рамки, аккуратность среза и возможность повреждения защитного покрытия. На стройке часто пользуются электроножницами. При этом не стоит ожидать очень ровного края. Преимущество такого аппарата – скорость проведения работ.
Как ровно отрезать лист металла? В домашних условиях проблема решается достаточно просто – применением ножниц по металлу. Но этот метод требует много времени и физических сил. Не подойдут ножницы, если нужно вырезать длинные полосы. Наиболее ровный срез можно получить, используя шлицевые ножницы. Такой инструмент достаточно дорогой и его обычно используют профессионалы.
 Оборудование для резки профилированного и оцинкованного листа:
Оборудование для резки профилированного и оцинкованного листа:
- болгарка;
- низкооборотная пила;
- электроножницы;
- ножовка;
- лобзик по металлу.
Как болгаркой резать лист металла
Одним из самых быстрых способов раскроить оцинкованный лист считается резка болгаркой. Среди недостатков такой обработки — рваные края, которые придется дополнительно зачищать и выравнивать. Болгарка не подойдет для резки профнастила, так как искры во время резки могут повредить полимерное покрытие. Но для несложных работ, которые не требуют высокой точности и аккуратности, болгарка вполне подойдет.
Обратите внимание, при использовании такого электроинструмента приобретите специальный диск, который не повредит защитного покрытия на листе оцинковки. После резки профнастила края нужно зачистить и покрыть специальной краской. Таким оборудованием можно воспользоваться, если вы строите сарай из профлиста или делаете козырек. В таком случае вам не придется приобретать специальный и дорогостоящий инструмент.
Правила при работе с болгаркой:
- выбирайте диски с твердосплавными зубьями;
- работайте на низких оборотах;
- места среза обработайте специальным антикоррозийным покрытием.
Ножовка по металлу
У многих мастеров имеется ножовка по металлу. Это универсальный и самый дешевый инструмент. Его не стоит использовать при необходимости вырезать фигурные края, но для изготовления ровных пластин, ножовка подойдет. Самый большой недостаток такого инструмента – время на проведение работ. Его нужно очень много.
Электролобзик
Если необходимо вырезать круг в листе металла, стоит воспользоваться электролобзиком. Он работает довольно быстро, поэтому аккуратное отверстие вы получите за считанные минуты. Среди недостатков оборудования – шум и возможность появления обгорелого края при обработке профлистов.
Тонкости работы электролобзиком:
- необходимо использовать пилы с мелкими зубьями;
- нужно выбирать возвратно-поступательный режим;
- необходимо контролировать наклон режущей части;
- быстрый выход из строя расходных материалов.
Циркулярная пила
Иногда для резки металла применяют циркулярную пилу. Если вы работаете с профнастилом, то оборудование нужно включать на низких оборотах. В противном случае можно повредить полимерное покрытие. Для работы вам понадобится напарник, который будет удерживать лист. Среди преимуществ этого инструмента можно выделить то, что работа выполняется без нагрева, соответственно защитное покрытие на профлисте вы не повредите. Лучше всего использовать круг по алюминию.
Чтобы наладить быструю работу циркулярной пилой, вам нужно подготовить лекало из фанеры. В этом листе вырезается паз не до конца. Это будет своеобразной заготовкой, позволяющей сохранить оцинкованное или полимерное покрытие на листе. Отличным инструментом для резки метала, является двухдисковая пила. Она, в отличие от болгарки, не оставляет рваного края и работает гораздо тише. К сожалению, не у каждого мастера имеется подобный инструмент.
Чем и как изготовить отверстие в листе металла?
Все зависит от размера отверстия. Если диаметр небольшой, подойдет дрель. Если необходимы отверстия большого размера, применяются специальные коронки на дрель. Обратите внимание, на материал из которого изготовлена конка. Для обработки профлиста стоит использовать насадки с твердосплавным покрытием. Обработка должна проводиться без повышения температуры.
Для изготовления отверстия большого диаметра используется электролобзик. С этим инструментом не составит особого труда вырезать круг большого диаметра. Во время работы применяйте пилу с мелкими зубьями
Чем резать металл: как лучше пилить толстое железо в домашних условиях, способы и виды оборудования

Слесари на крупных производствах обычно используют специальные прессы с лезвиями из инструментальной стали для наиболее точной распиловки металлических листов. Но в домашних условиях эта технология не применяется, они слишком громоздкая и энергозатратная. В статье расскажем, чем и как лучше резать толстый металл.
Чем производить разрез – многообразие способов
Есть очень много специальных приспособлений – от станочного оборудования до ручных инструментов. Рассмотрим особенности процессов. Все они различаются следующими параметрами:
- скоростью;
- нагревом заготовки;
- различным химическим или физическим воздействием.
Часто выбор зависит от толщины разрезаемого слоя, прочности материала и желаемых результатов. Если нужен безупречный срез, его можно добиться дополнительной финишной шлифовкой.
Механическая металлообработка
Используется лезвие с высокой степени заточки из максимально твердой стали. Обычно предварительно она проходит термообработку – закалку. После этого меняется ее химическая структура, зернистость, а межмолекулярные связи становятся крепче. Также требуется пресс или иное косвенное воздействие с применением силы. Примерами могут стать:
- ленточнопильный станок (его можно изготовить в домашних условиях);
- гильотина – работает по принципу опускания режущей части с ускорением;
- дисковая пила.
Ниже рассмотрим подробнее некоторые инструменты.
Ручные ножницы для обрезки металла
Отлично подходят для использования дома, а также часто применяются на мелкосерийном производстве и при работе руками, когда требуется произвести единичную операцию, например, в автосервисе.
Особенность использования – ими можно пользоваться только при металлообработке листовой стали, толщиной, не превышающей трех миллиметров. Они имеют свои разновидности:
- для прямого реза – самые классические, имеют немного закругленные лезвия, чтобы увеличить силу, прикладываемую к одной точке, на вид напоминают стандартный канцелярский прибор;
- для криволинейного – ими намного удобнее производить художественные разрезы, а также делать отверстия;
- пальцевые – имеют закругленные кромки;
- имеющие только одну подвижную часть, вторая половина закреплена на столе.
Также все изделия различаются на правосторонние и левосторонние по заточке. От этого зависит удобство поворотов по время процесса.
Их конструктивная особенность такова, что ручки длиннее режущей части, это способствует увеличению силы давления. Также важен материал, из которого они изготовлены – твердость стали должна быть не ниже, чем 52-60 HRC. Лезвия должны прилегать не вплотную, а с зазором, если его не будет, то они быстро выйдут из строя, а если слишком большой, то лист будет мяться.
Пилы – приспособление, чем пилить металл
Их множество, выбор зависит цели использования, желаемого результата. Ниже мы подробнее поговорим о некоторых самых распространенных видах, а пока представим полный список:
- Ручная отрезная. Это рама, имеющая 3 стороны из четырехугольника. В четверную вставляется лента с зубьями. Они быстро тупятся и требуют замены, зато самые дешевые. Имеют одну ручку.
- Дисковая. Имеет электрический привод, удобную форму (можно держать одной рукой) и сменные диски.
- Ленточная. Режущее полотно двигается по большому кругу, а заготовка при этом лежит на станине. Оператор должен передвигать стальной лист. Подходит для распиловки прямых элементов.
- Торцевая или торцовочная. Ей удобно работать с небольшими пластинками. В механизм нужно поставить и зафиксировать деталь, сверху по заданному радиусу опускается дисковая пила.
- Маятниковая. Разновидность предыдущей, но с большим размахом.
- Циркулярная. Очень удобна в применении, имеет больше мощности, чем первые 2, но при этом более маневренная, чем остальные, так как управляется вручную.
Углошлифовальная машина (УШМ)
Удобное оборудование, которое представляет собой то, чем резать железо дома. Обиходное название – болгарка. Оно прижилось еще со времен СССР, потому что первые аппараты были привезены из Болгарии.
Особенность и преимущество изделия – возможность производить разрез не только листовой стали, но и любых металлических деталей – металлопрофиля, труб, металлочерепицы и пр. Но следует предупредить, что это одна из наиболее травмоопасных процедур.
Сменные абразивные (алмазные применять нельзя) диски могут быть разного диаметра (от 125 до 250 мм) и толщины. Выбор зависит от глубины необходимого разреза.
Труборезы – то, чем распилить металл
Конструктивно напоминает ручную пилу, но намного более практичную. Режущая часть выглядит как маленький диск, расположенный внутри тисков – в них заковывается сама труба. Движения получаются быстрые, результат имеет высокое качество. Максимальный диаметр – 4 дюйма, минимальный – ?. Обычно конструкция состоит из трех роликов, два из которых подвижны, а третий – статичен.
Кусачки
Они применяются повсеместно для перекусывания проволоки или прутков с небольшим сечением. Но есть и аналог для более прочных неполых изделий цилиндрической формы – болторез. Он предназначен для переламывания арматуры и болтов, оснащен двойными пружинами, поэтому рычаг увеличивает приложенное усилие вдвое.
Чем можно порезать металл: обработка стали дисковыми и сабельными пилами
Название произошло от визуальной схожести с саблей. Режущая часть выступает из корпуса на расстояние до 40 см (такие размеры используются только на промышленных производствах). Аппарат напоминает электрический лобзик. Движения – поступательно-возвратные, что обеспечивает хороший ровный срез. Для использования требуется доступ к сети и сноровка. Достаточно трудно пользоваться сабельной пилой.
Дисковая намного проще в обращении, но она не даст такой глубокий срез. Зато разрез получается узким и чистым, а стружки – минимальное количество. Нужно внимательно следить за степенью заточки зубьев. Из материала изготовления лучше всего выбирать легированные сплавы повышенной твердости.
Болгарка и ленточнопильный станок
Слесарь, человек, кто режет металл, применяет УШМ только для небольших и средних деталей. Машиной намного проще исполнять маленькие задачи – сделать неглубокий надрез, убрать излишки и пр. Производить распиловку металлического листа намного сподручнее с помощью ленточной пилы. В таком случае заготовка кладется на станину, а затем двигается ровно по полозьям, чтобы не допустить неправильного среза или деформации. При этом получается идеальная кромка, которая не нуждается в дальнейшей шлифовке.
Термические способы
Ранее мы говорили об оказываемом механическом воздействии, но при всех положительных сторонах процесс можно отметить низкую производительность таких работ. Теперь обсудим варианты, позволяющие моментально нагревать нужную зону до температуры плавления с последующим испарением веществ. Обычно технологи применяются исключительно на крупных производствах, так как они достаточно затратны.
Газовая резка
Процедура происходит так. Абразив – это то, чем можно резать металл. Ими покрыты абразивные диски. Но современные способы помогают подавать воздух или иной газ с таким напором, что содержащиеся в нем частички песка производят ровный разрез. При этом кислород проходит через горелку и нагревается до таких температур, чтобы преодолеть порог пластичной деформации стали.
Газоэлектрическая технология
В станке зажигается электрическая дуга, как во время сварки, которая направлена на определенный участок. Рядом находится трубка (сопло), подводящая струю кислорода к этому месту. Воздух разгоняется до очень большой скорости и просто выдувает расплавленное металлическое вещество.
Плазменная резка
Это наиболее современный и экономичный способ из представленных выше с максимальной степенью точности. Основной элемент – ионизированный газ, который подвергается многоступенчатой обработке и превращается в плазму. Струя очень точно и быстро производит разрез. При этом он настолько тонкий и ровный, что процедура подходит для художественных узоров.
Недостатки плазморезки
Минусы представленной технологии:
- большое количество шума в цеху;
- непростое оборудование – с ним не каждый сможет правильно обращаться, нужда подготовка;
- максимальная толщина заготовки – 10 см;
- дороговизна станка.
Теперь коротко поговорим о способах, применяемых в быту.
Сгибаем
Обычную проволоку и тонколистовой металл можно несколько раз сгибать в одном месте – сперва в одну сторону, затем в противоположную. На этом месте появятся трещины, станет легче производить движение, а затем произойдет разлом разъединение. Но он будет очень грубым.
Разбиваем
На нужный участок можно направить зубило острым концом, а по верхушке бить молотком. Это примитивный, но простой вариант. Чтобы лезвие не уходило в сторону, сперва можно гвоздем, а лучше керном набить вмятину.
Разрезаем
Применяем обычную ножовку, при этом требуется хорошо закрепить изделие в тисках, иначе оно будет скользить вслед за движениями. Иногда этот способ применяется не для полной распиловки, а в качестве предварительного этапа перед сгибанием. При этом может подойти напильник.
Многофункциональный электроинструмент
Реноватор сейчас поставляется многими ведущими производителями, как оптимальный инструмент для домашнего обихода. С ним можно сделать все дела по дому с помощью одного оборудования. Это удобный, не тяжелый аппарат с ручным приводом и с доступом к электрической сети. Есть модели, работающие на аккумуляторе, но они быстрее ломаются.
Суть прибора в большом количестве насадок, одна из которых предназначена для распиловки металлических деталей. Она действительно может помочь перерезать проволоку или тонкий лист, но ожидать высокого качества от устройства для бытового применения не следует. Обычно здесь действует золотое правило – лучше качество, чем количество функций.
Профессиональные способы металлорезки
Их мы перечислили выше, самым популярным на настоящий момент решением является плазменная резка. Но на производствах до сих пор используются ручное оборудование, которое позволяет быстро и эффективно сделать минимальный объем работы.
В статье мы рассказали, как и чем можно разрезать толстый или тонкий металл в домашних условиях и в цехах. В качестве подведения итогов посмотрим несколько видео:
Чтобы уточнить интересующую вас информацию, свяжитесь с менеджерами компании «Рокта» по телефонам 8 (908) 135-59-82; (473) 239-65-79; 8 (800) 707-53-38. Они ответят на все ваши вопросы.
Основные виды резки металла
Резка металла представляет собой процесс разделения материала на части. Таким способом производится раскрой металлических листов или отрезка сортового проката. Воздействием режущего инструмента на металл создаются заготовки для дальнейшей обработки. По разработанным чертежам формируется конфигурация поверхности. Для обработки металла резанием необходимо оборудование. Это могут быть ручные инструменты, механические станки или приспособления, обеспечивающие нагрев материала.
 Газокислородная резка
Газокислородная резка
Способы резки
Существует несколько способов разделения материала. Технология зависит от оборудования, применяемого в процессе работы. Выделяют следующие виды резки металла:
- ручную;
- гидроабразивную;
- термическую.
Ручная резка металла
Ручное резание металла не является высокоэффективным и в промышленных масштабах не используется. При ручной резке используются следующие инструменты:
Гидроабразивная резка металла
Гидроабразивный способ резки основан на воздействии струи воды, смешанной с абразивными частицами, на обрабатываемую заготовку. Давление подаваемой жидкости составляет 5000 атм. К преимуществу такой резки металла относится возможность получения разнообразных линий. Обработке подвергаются сплавы определенной марки с небольшой толщиной листа.
Термическая резка металла
Резание металлов горячим способом основано на отсутствии контакта между инструментом и заготовкой. Горячая струя расплавляет и разделяет материал в нужном месте.
К видам термической резки относятся:
- газокислородная;
- лазерная;
- плазменная.
Газокислородная резка
Газокислородная резка состоит из 2 этапов:
- В место реза направляется струя пламени, которая выходит из резака. В качестве горючего материала используется ацетилен.
- После разогрева идет подача кислорода, который прорезает размягченную металлическую поверхность. Параллельно удаляются окислы.
В процессе работы расстояние от нижней точки резака до поверхности изделия должно оставаться постоянным. От этого зависит качество реза.
Для этой цели используются лазерные резаки. Процесс основан на подаче лазерного луча в точку поверхности. Происходит фокусирование тепловой энергии. Ведется прогрев участка, расплавление материала и последующее его испарение. При перемещении луч разрезает поверхность.
 Лазерная резка металла
Лазерная резка металла
Плазменная
В качестве оборудования для плазменной резки используется плазматрон. Через имеющееся в нем сопло под высоким давлением выходит кислород. Его температура составляет до 20 тыс. градусов. Ширина пучка 3 мм. Происходит нагрев участка поверхности, его частичное выгорание и выдувание расплава.
Механическая резка металла
Механическая резка металла осуществляется с помощью воздействия специальной стали с высокой степенью закалки. За счет большой твердости инструмент разрезает изделие.
При резке используются такие виды оборудования:
- ленточная пила;
- гильотина;
- дисковый станок.
Резка ленточной пилой
Ленточная пила представляет собой полотно, которое закрепляется в специальном оборудовании. Материал инструмента такой же, как и у ручного изделия. На одной стороне расположены зубцы. В процессе работы двигателя станка идет вращение шкивов, благодаря которому происходит непрерывное движение ленты.
В процессе работы наблюдается небольшой отход, потому что ширина полотна составляет 1,5 мм. Возможна резка как листового металла, так и круглых заготовок.
Ударная резка металла на гильотине
Гильотинная резка металла используется для подготовки заготовок из листовой стали при штамповочных операциях. Разрезаемое полотно располагается на горизонтальной поверхности, подается до упора и разрезается гильотинными ножницами по всей ширине одним ударом.
Важно то, что ножи прикасаются к листу не по всей длине поверхности. Верхний инструмент располагается под углом. Соприкосновение с металлом идет в 1 точке, которая перемещается по всей длине реза. Процесс напоминает работу обыкновенных ножниц.
Резка на дисковом станке
В качестве рабочего инструмента используется диск. По его наружной поверхности располагаются зубья. Сверху стоит защитный кожух. В качестве привода используется электродвигатель, который приводит во вращение диск. Получается срез высокого качества.
По такому же принципу устроены труборезы, которыми разрезаются трубы. В процессе работы идет постоянный поворот заготовки на 360 градусов. Есть возможность делать срезы под разными углами.
Инструменты для резки
При работе в домашних условиях важно знать, чем режется металл. Чаще всего используются ручные ножницы или ножовка. Для промышленности требуются станки, с установленной на них пилой или гильотиной. Это связано с большими объемами производства и необходимостью выдержки точности размеров.
 Резка металла ножницами
Резка металла ножницами
Ручные ножницы
Ручными ножницами можно разрезать материал, толщиной до 3 мм. Они имеют несколько видов резцов по металлу:
- Резцы для прямого реза.
- Для криволинейного.
- Пальцевые. Бывают прямого вида и зеркального. С их помощью вырезаются сложные фигуры.
- С одним подвижным лезвием, а вторым фиксированным, закрепленным в верстак.
Пилы
Пилы часто используются для резки металла. Они бывают нескольких видов:
- Ручные. Вставляются в специальную раму, имеющую С-образный вид.
- Дисковые. В качестве привода используется электродвигатель или ручное приспособление.
- Ленточные. Применяются только в промышленных целях.
- Торцевые. Имеют возможность совершать рез под разными углами.
- Маятниковые. Отличительной особенностью является наличие на торцевой части твердосплавной напайки.
- Циркулярные. Торец изготавливается из абразивных или твердосплавных напаек.
Углошлифовальная машина
В качестве станка для резки используется углошлифовальная машина. Другое ее название — болгарка. Она обладает следующими преимуществами:
- Благодаря небольшому весу и малым габаритам приспособление удобно в работе.
- Возможность резки изделий разной толщины.
- Большой выбор вариантов сменных дисков.
3 лёгких способа ровно разрезать металлический лист болгаркой
На чтение: 3 минуты Нет времени?

Резка листового металла при помощи различных инструментов лишь на первый взгляд может показаться несложным делом. Ведь в зависимости от его толщины и размеров следует применять различные способы. Понятно, что лист любой толщины можно отрезать при помощи газа, но в этом случае идеально ровным край не получится, потребуется дополнительная обработка, а это лишняя потеря времени. Как же тогда поступить? Сегодня рассмотрим 3 лёгких способа разрезать металлический лист болгаркой так, чтобы края были ровными и при этом не получить травм.

Читайте в статье
Техника безопасности при работе с угловой шлифовальной машиной
Этот вопрос является самым важным. Ведь при нарушении правил эксплуатации болгарки можно получить серьёзные, порой несовместимые с жизнью травмы. Рассмотрим основные из них, которые обязательны к соблюдению.
- Размер диска. Многие считают, что если на маленькую болгарку поставить большой диск, сняв защитный кожух, ничего страшного не произойдёт. Дескать, большая УШМ мощнее. Это заблуждение опасно для жизни. Дело в том, что у маленькой болгарки обороты значительно выше, а потому диски для них нужны иные. При установке большого диска мастер, скорее всего, даже не успеет начать работу – диск разлетится при включении, что при отсутствии защитного кожуха приведёт к плачевным результатам.
- Направление вращения. Некоторым «мастерам» не нравится, что при работе под ноги летят искры. Они разворачивают кожух, переставляют ручку и начинают работу. Именно это чаще всего приводит к тому, что диск разлетается при зацепе за острую кромку. Вращение диска при работе УШМ должно производиться «на себя» а не наоборот.
- Индивидуальные средства защиты. Пользоваться защитными очками или щитком, одевать перчатки, маску или респиратор необходимо. Это убережёт от ожогов, травм глаз, которые, к сожалению, при такой работе не редкость.

Обычный рез тонкого листового металла
Металл, толщиной 1 мм резать не слишком сложно, но здесь необходимо быть предельно внимательным и аккуратным. Именно при резке такого материала диск часто «закусывает». Прежде всего, нужно убедиться, что на режущей плоскости круга отсутствуют дефекты. Именно они приводят к тому, что отрезной круг разлетается.

Тонкий листовой металл следует резать от дальнего края, продвигаясь назад
Начинать следует от дальнего края листа, двигаясь назад. В этом случае получается, что мастер тянет болгарку на себя. При этом диск не должен погружаться глубоко – максимум 5-6 мм. При таком способе резки получается, что отрезной круг просто не может ни за что зацепиться. Если же диск уйдёт глубоко, площадь соприкосновения с металлом резко сокращается. Это приводит к зацепам, в результате которых отрезной круг может разлететься.
Как отрезать более толстый лист металла при помощи болгарки
Рассмотрим вариант с резкой листового металла, толщиной 8 мм. Здесь лучше всего двигаться вперёд – так значительно удобнее. Однако если проходить шов просто по прорисованной линии, получатся изъяны – идеально ровным его не сделать. При этом напряжение на руки возрастает – ведь приходится постоянно следить, чтобы болгарка не ушла в сторону. Для того чтобы этого избежать, есть очень неплохой способ.

При резке толстого металла нужно двигаться вперёд, по намеченному пропилу
По месту реза укладывается стальной уголок, который прижимается к листу струбцинами по двум сторонам. Прочерченная линия при этом должна находиться с его вертикальной части. Теперь можно пройти несколько раз вдоль неё, немного прикасаясь к уголку так, чтобы получилась канавка, глубиной примерно 1-2 мм. После этого можно убрать уголок и начинать обычную резку. Именно канавка не даст диску уйти с намеченной траектории, и край получится идеально ровным.
Работать с маленькой болгаркой даже опаснее, чем с большой
Статья по теме:

Как ровно отрезать трубу болгаркой: обычная перпендикулярная резка под 90º, резка цилиндрической трубы под углом 45º, как пользоваться бумажным шаблоном для разметки распила под 45º, как отметить место реза под 45º на профильной трубе — читайте в публикации.
Ещё один похожий вариант
Можно сделать и по-другому. Вначале выполняется та же работа, что и в предыдущем варианте – прочерчивается полоса, укладывается и прижимается уголок. Но здесь канавка делается несколько глубже – 4-5 мм. После того, как уголок будет снят, остаток металла можно просто доломать, а край обработать при помощи УШМ со шлифовальным диском. Однако здесь возможны небольшие ямки на кромке, что делает второй вариант более приемлемым.

Канавка вдоль направляющего уголка делается немного глубже, чем в предыдущем варианте
Подводя итоги
То, что болгарка очень удобна для резки металла, не оспаривается. Однако необходимо уметь ею работать и неукоснительно соблюдать все меры предосторожности и правила техники безопасности. Нужно понимать, что создавались они именно для того, чтобы сохранить жизнь и здоровье мастера, работающего с таким опасным инструментом, как угловая шлифовальная машина.

Надеемся, что всё рассказанное нами сегодня будет полезно тем, кто не имеет опыта работы с болгаркой. Если что-либо осталось непонятным, стоит просто изложить это в комментариях ниже статьи. Редакция HouseChief с удовольствием ответит на все вопросы как можно более быстро и полно. У вас есть опыт подобной работы или Вы знаете иные способы резки? Тогда просим вас написать об этом в обсуждениях. Подобная информация многим будет очень полезна. А напоследок, по уже сложившейся доброй традиции, предлагаем Вам посмотреть короткий, но довольно увлекательный видеоролик по сегодняшней теме.
Pereosnastka.ru
Обработка дерева и металла
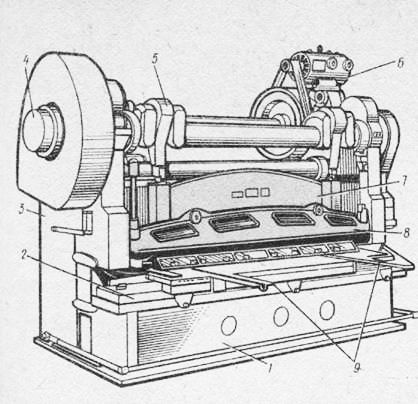
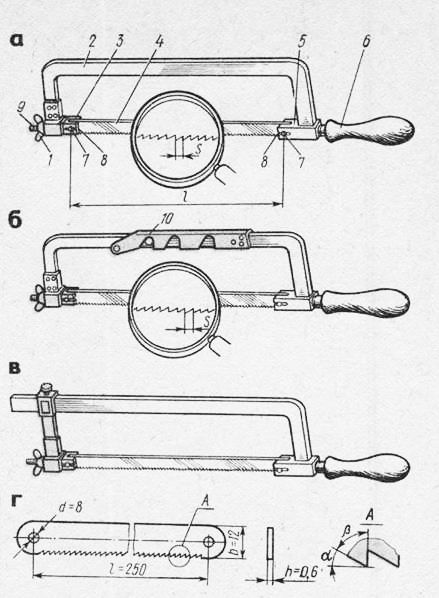
Ручная ножовка (пила) инструмент, предназначенный для разрезания толстых листов полосового, круглого и профильного металла, а также для прорезания шлицев, пахов, обрезки и вырезки заготовок по контуру и других работ. Ручная слесарная ножовка состоит из станка (рамки) и ножовочного полотна. На одном конце рамки имеется неподвижная головка с хвостовиком и ручкой, а на другом конце — подвижная головка с натяжным винтом и гайкой (барашек) для натяжения полотна. В головках имеются прорези, в которые вставляют ножовочное полотно и крепят штифтами.
Рамки для ножовок изготовляют либо цельными (для ножовочного полотна одной определенной длины) (редко) , либо раздвижными, допускающими закрепление ножовочного полотна различной длины.
Для раздвигания ножовки колена перегибают, пока заклепка не выйдет из выреза, и смещают. Заклепку вводят в другой вырез, и колена выпрямляют.
Станок с передвижным держателем состоит из угольника с ручкой, по которому можно перемещать и закреплять в нужном положении держатель.
Ножовочное полотно представляет собой тонкую и узкую стальную пластину с двумя отверстиями и с зубьями на одном из ребер. Полотна изготовляют из стали марок: У10А, Р9, Х6ВФ, твердость их HRC 61 —64. В зависимости от назначения ножовочные полотна разделяются на ручные и машинные. Полотно вставляют в рамку зубьями вперед.
Размер (длина) ручного ножовочного полотна определяется по расстоянию между центрами отверстий под штифты. Наиболее часто применяют ножовочные полотна для ручных ножовок длиной L — 250 — 300 мм, высотой Ь — 13 и 16 мм, толщиной h — 0,65 и 0, 8 мм.
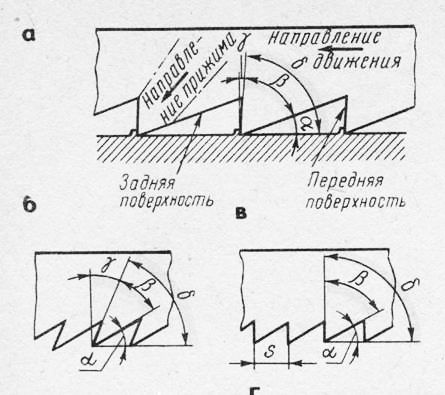
Каждый зуб ножовочного полотна имеет форму клина (резца). На зубе, как и на резце, различают задний угол ,а , угол заострения (3, передний угол у и угол резания 5. а + р + у = 90°; а+ р = 5.
Условия работы ножовочного полотна отличаются от условий работы резца, поэтому значения углов здесь иные. При резке металла большой ширины получаются пропилы значительной длины, в которых каждый зуб полотна снимает стружку, имеющую вид запятой. Эта стружка должна размещаться в стружечном пространстве до тех пор, пока острие зуба не выйдет из пропила. Величина стружечного пространства зависит от величины заднего угла а, переднего угла у и шага S зуба.
В зависимости от твердости разрезаемого металла передний угол зубьев ножовочного полотна может быть нулевым, положительным или отрицательным.
Производительность резания ножовочного полотна с нулевым передним углом ниже, чем полотна с передним углом больше 0°.
Для разрезания более твердых материалов применяют полотна, у которых угол заострения зубьев больше, для разрезания мягких материалов угол заострения меньше. Полотна с большим углом заострения более износоустойчивы.
Для резки металлов пользуются преимущественно ножовочными полотнами с шагом 1,3 —1,6 мм, при котором на длине 25 мм насчитывается 17 — 20 зубьев. Чем толще разрезаемая заготовка, тем крупнее должны быть зубья, и наоборот, чем тоньше заготовка, тем мельче должны быть зубья ножовочного полотна. Для металлов различной твердости применяют полотна с числом зубьев: мягкие металлы — 16, средней твердости закаленная сталь — 19, чугун, инструментальная сталь — 22, твердая, полосовая и угловая сталь — 22.
При резании ручной ножовкой в работе должно участвовать (одновременно резать металл) не менее двух-трех зубьев. Чтобы избежать заедания (защемления) ножовочного полотна в металле, зубья разводят.
Разводка зубьев ножовочного полотна делается для того, чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна. Это предотвращает заклинивание полотна в разрезе и значительно облегчает работу.
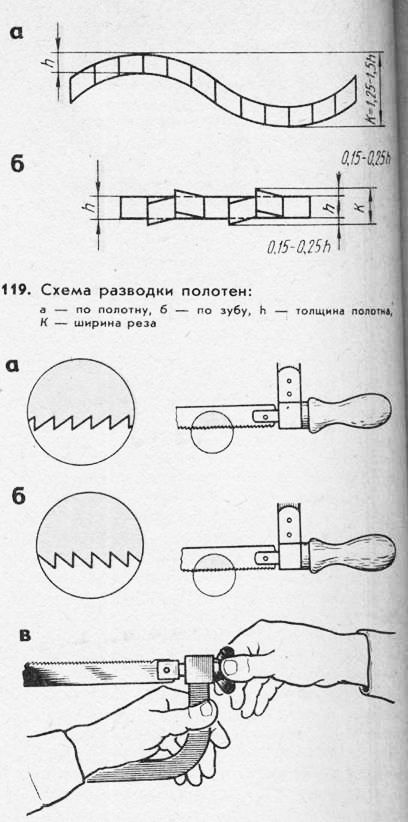
В зависимости от величины шага S разводку делают по полотну и по зубу.
Ножовочные полотна с шагом зубьев 0,8 мм (допускается также для шага 1 мм) должны иметь разводку зубьев по полотну (волнистой), т. е. каждые два смежных зуба отгибают в противоположные стороны на 0,25 — 0,6 мм. Разводка выполняется на высоте не более удвоенной высоты зуба. Шаг разводки принимается равным 8S.
Полотно с шагом зубьев свыше 0,8 мм разводят по зубу (гофрированный развод). При этом разводе при малом шаге зубьев два-три зуба отводят вправо и два-три — влево. При среднем шаге отводят один зуб влево, второй — вправо, третий — не отводят. При крупном шаге отводят один зуб влево, а второй — вправо. Разводка по зубу применяется для полотен с шагом 1,25 и 1,6 мм.
Разводка ножовочного полотна должна заканчиваться на расстоянии не более 30 мм от торца.
Подготовка к работе ножовкой. Перед работой ножовочным станком (ножовкой) прочно закрепляют разрезаемый материал в тисках. Уровень крепления металла в тисках должен соответствовать росту работающего. Затем выбирают ножовочное полотно, сообразуясь с твердостью, формой и размерами разрезаемого металла.
При длинных пропилах берут ножовочные полотна с крупным шагом зубьев, а при коротких — с мелким шагом зубьев.
Ножовочное полотно устанавливают в прорези головки так, чтобы зубья были направлены от ручки, а не к ручке. При этом сначала вставляют конец полотна в неподвижную головку и фиксируют положение закладкой штифта, затем вставляют второй конец полотна в прорезь подвижного штыря и закрепляют его штифтом. Натягивают полотно вручную без большого усилия (запрещается применение плоскогубцев, тисков и др.) вращением барашковой гайки. При этом из-за опасения разрыва полотна ножовку держат удаленной от лица.
Туго натянутое полотно при незначительном перекосе и слабо натянутое при усиленном нажиме создают перегиб полотна и могут вызвать излом. Степень натяжения полотна проверяют легким нажимом пальца на полотно сбоку: если полотно не прогибается, натяжение достаточное.
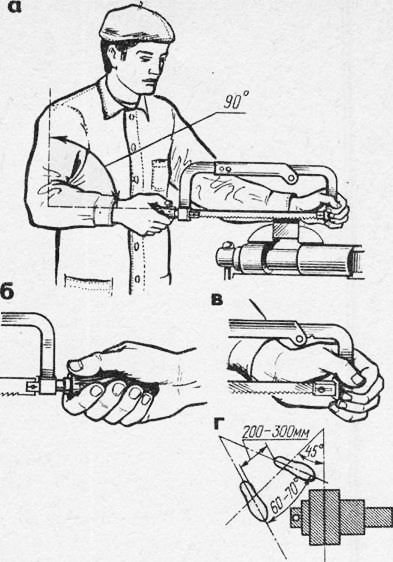
Положение корпуса работающего. При резке металла ручной ножовкой становятся перед тисками прямо, свободно и устойчиво, вполоборота по отношению к губкам тисков или оси обрабатываемого предмета. Левую ногу несколько выставляют вперед, примерно по линии разрезаемого предмета, и на нее опирают корпус. Ступни ног ставят так, чтобы они образовали угол 60 — 70° при определенном расстоянии между пятками.
Положение рук (хватка). Поза рабочего считается правильной, если правая рука с ножовкой, установленной на губки тисков (в исходное положение), согнутая в локте, образует прямой угол (90°) между плечевой и локтевой частями руки (рис. 121, а).
Ручку (рукоятку) захватывают правой рукой так, чтобы ручка упиралась в ладонь (рис. 5, б). Ручку обхватывают четырьмя пальцами, большой палец накладывают сверху вдоль ручки. Пальцами левой руки обхватывают гайку и подвижную головку ножовки.
При резке ножовкой, как и при опиливании, должна соблюдаться строгая координация усилий (балансировка), заключающаяся в правильном увеличении нажима рук. Движение ножовки должно быть строго горизонтальным. Нажимают на станок обеими руками, но наибольшее усилие делают левой рукой, а правой рукой осуществляют главным образом возвратно-поступательное движение ножовки.
Процесс резки состоит из двух ходов:
– рабочего, когда ножовка перемещается вперед от работающего, и холостого, когда ножовка перемещается назад по направлению к работающему. При холостом ходе на ножовку не нажимают, в результате чего зубья только скользят, а при рабочем ходе обеими руками создают легкий нажим так, чтобы ножовка двигалась прямолинейно. При работе ножовкой необходимо выполнять следующие правила: короткие заготовки режут по наиболее широкой стороне. При резании проката углового, таврового и швеллерного профилей лучше изменять положение заготовки, чем резать по узкой стороне;
– в работе должно участвовать все ножовочное полотно;
– работают ножовкой не спеша, плавно, без рывков, делая не более 30 —60 двойных ходов в минуту (твердая сталь — 30—40, сталь средней твердости — 40 — 50, мягкая сталь – 50-60).
При более быстрых темпах скорее наступает утомляемость и, кроме того, полотно нагревается и быстрее тупится:
– перед окончанием распила ослабляют нажим на ножовку, так как при сильном нажиме ножовочное полотно резко выскакивает из распила, ударяясь о тиски или деталь, в результате чего может нанести травму;
– при резке не давать полотну нагреваться. Для уменьшения трения полотна о стенки в пропиле детали периодически смазывают полотно минеральным маслом или графитовой смазкой, особенно при резке вязких металлов;
– латунь и бронзу разрезают только новыми полотнами, так как даже малоизношенные зубья не режут, а скользят;
– в случае поломки или выкрашивания хотя бы Одного зуба работу немедленно прекращают, удаляют из припила остатки сломанного зуба, полотно заменяют новым или стачивают на станке два-три соседних зуба и после этого продолжают работу.











